The packaging floor in a mid-sized folding carton plant used to hum with the constant motion of twelve skilled operators. Today, three technicians oversee the same output. The difference? A fundamental rethinking of box forming that left manual stick-feeding and hand-packing where they belong — in the past. Across the industry, converters are discovering that the fastest way to tame runaway labor costs isn’t to find cheaper workers; it’s to make every motion count through precision automation.
It’s easy to look at hourly wages and think you understand labor costs. You don’t. The real expense of manual box production hides in four layers that rarely show up on a balance sheet together.
First, there’s the visible wage. But stacked on top is the churn cost — constantly recruiting, onboarding, and training replacements for a position with 40%+ annual turnover in many regions. Then comes the quality inconsistency tax: manual folding and gluing inevitably produce scrap, rework, and customer returns that eat 3-7% of material costs. Finally, there’s the ceiling effect. A manual line can only run as fast as the slowest pair of hands, and adding shifts doesn’t double output when fatigue and errors spike after hour six.
According to a 2023 packaging labor benchmark study by McKinley Packaging Advisors, labor now accounts for 28-38% of total converting costs in high-cost markets — up from 18-22% a decade ago. When a single paper box making machine requires three to four people just for feeding, quality checks, and palletizing, the math becomes punishing. What’s worse, the problem compounds: every additional shift adds a layer of supervisory overhead, shift differentials, and inconsistency.
Here’s a counterintuitive insight many plant managers learn too late: beyond a certain point, hiring more operators actually reduces total throughput per labor dollar. An experienced operator might produce 800-1,000 rigid boxes per hour on semi-automatic equipment. Add a second person to “speed things up,” and you’re lucky to get 1,500 combined — not 2,000. Why? The bottleneck shifts from the machine to material handling, quality inspection, and coordination. Two people get in each other’s way; three waste time waiting.
The root cause isn’t the people. It’s a process design that still treats the forming and gluing cell as a series of isolated manual tasks. When a human picks up a blank, applies adhesive by hand or with a basic glue pot, folds along the scores, and presses it onto a forming die, they’re performing five distinct motor operations — each with micro-variations that accumulate into dimensional inconsistency. The machine, in these older setups, acts as little more than a motorized press.
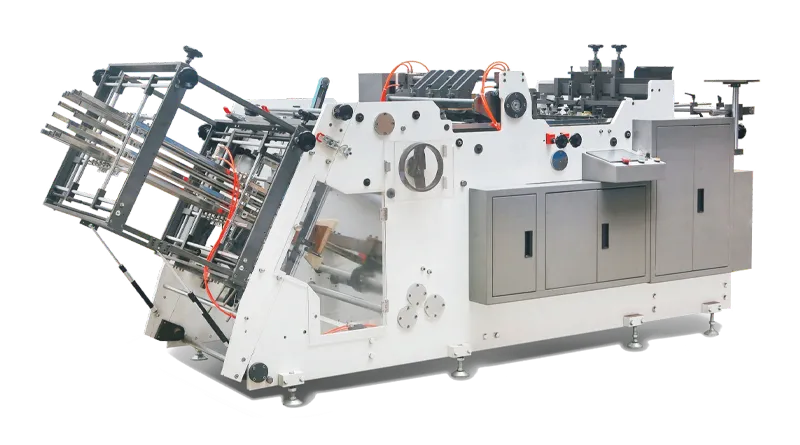
The breakthrough came when machine builders began to think of box forming not as a series of stations, but as one continuous choreography. In a modern, intelligent system, blanks are pre-loaded into a servo-driven feeder that uses vacuum belts and optical registration to deliver each sheet with ±0.2 mm repeatability. Adhesive application switches from manual gluing to a closed-loop hot melt or cold glue system that meters exact bead length and diameter based on real-time speed feedback.
Folding arms actuated by servo motors — not pneumatic cylinders — execute the complex panel folds at exactly the right angle and timing to prevent fiber cracking on heavyweight boards. And because every axis reports its position to a central controller, the whole sequence self-corrects. If a blank arrives 0.3 mm out of position, the system either rejects it upstream or compensates downstream, a feat impossible with cams and limit switches.

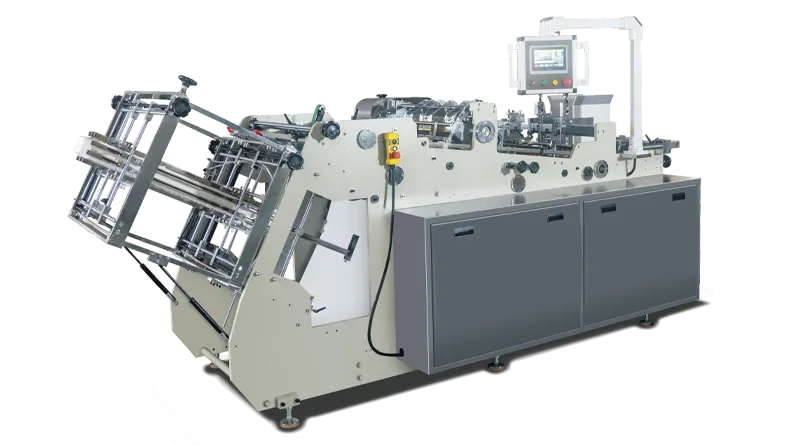
This level of automation changes the labor equation fundamentally. You’re no longer paying people to perform the forming process; you’re paying one skilled operator to monitor and manage a self-regulating production cell. This person loads material at the infeed, clears any rare jams, changes box sizes via a recipe-driven touchscreen, and performs basic preventive maintenance. The multiplier effect is dramatic: a single cell that requires one operator can now run at sustained speeds of up to 40 boxes per minute — a rate that would require a crew of eight to match manually, and still with lower consistency.
If you’re evaluating how such a transition might fit your specific box styles and volume, you can explore modular forming and gluing cells that scale with your product mix. The goal isn’t to buy the most complex machine; it’s to match automation depth to your actual pain points.
Before you request a quote, you need a realistic picture of what automation pays back. Here’s a simplified model based on a single-shift, five-day operation producing standard straight-line tuck-top boxes.
| Parameter | Manual/Semi-Auto Setup | Intelligent Automated Cell |
| Operators per shift | 4 (feeder, gluer, packer, QC) | 1 (operator/monitor) |
| Average output (boxes/hr) | 1,200 | 2,200 |
| Scrap & rework rate | 5% | <1% |
| Annual labor cost (fully burdened @ $42K/operator) | $168,000 | $42,000 |
| Annual scrap cost (assumes $0.15 material per box, 5M boxes/yr) | $37,500 | $7,500 |
| Total annual cost | $205,500 | $49,500 |
The differential of $156,000 per year puts a very clear ceiling on how much you should spend on automation to hit a 2-year or even 18-month payback. And this model doesn’t yet include the value of reclaimed floor space, reduced safety incidents (glue burns, repetitive strain), or the ability to accept short-run jobs that would be unprofitable with manual changeovers.
Changeover economics, in fact, often tip the decision. Manual lines dread short runs because a 25-minute tooling change kills production. Intelligent systems store thousands of recipes and automate guide rail, folding plate, and glue applicator adjustments in under 90 seconds. That turns 200-box custom jobs from a burden into a high-margin opportunity — the same advantage that lets digital print shops outmaneuver offset giants.

Not all automated systems are created equal, and price per unit is a dangerous shortcut. Three often-overlooked factors separate a workhorse from a white elephant:
Motion architecture. A machine that uses individual drives for each folding station, rather than a single motor with mechanical line shafts, allows you to dynamically adjust dwell time and folding sequence without sprocket changes. That future-proofs your ability to handle exotic board calipers or unconventional flap designs.
Adhesive intelligence. Look for temperature-pressure-compensated dispensing and nozzle purging during micro-stops. A system that can’t self-clean during a 30-second jam will leave you scraping glue pots, eating into the labor savings you bought it for.
Data readiness. Does the machine support OPC-UA or MQTT for outbound data? Can it log cycle-by-cycle quality parameters like peak motor torque during folding (an excellent proxy for board stiffness) and glue volume per box? If not, you’re buying a machine that’s blind to its own health and to your process trends. When a paper box making machine doubles as a quality sensor array, you gain a second layer of labor savings by shrinking the dedicated QC team.
When you’re ready to dig into the specific mechanical and control configurations that matter for rigid, collapsible, and corrugated boxes, review detailed technical specifications and live production data benchmarks. Educating your team on these engineering details before a sales conversation ensures you evaluate solutions on performance, not on brochure promises.
The fear of downtime is the biggest barrier to adopting integrated automation. But the implementation approach matters more than the machine’s inherent reliability. Three principles help:
Staggered migration. Don’t replace all manual lines at once. Move your highest-volume, least-complex box SKU to the automated cell first. Let your operators gain confidence while the old lines keep running lower-volume specialty items.
Operator up-skilling. The person who used to feed blanks becomes the cell manager. Invest in a two-week PLC and sensor troubleshooting course — the knowledge pays back in 90% faster jam clearance and better preventive maintenance habits.
Shadow data runs. Before full cutover, run the new system in parallel with the old for a week, logging every stop, every quality measurement. This gives you a baseline for setting realistic OEE targets with the new equipment.
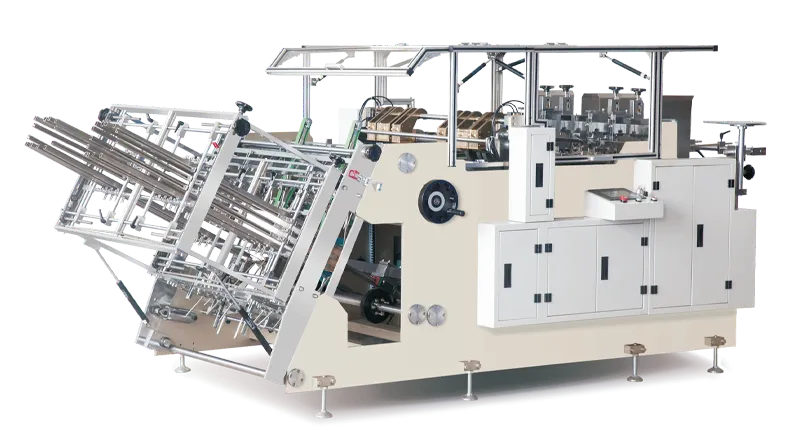
One North American converter of luxury rigid boxes applied exactly this strategy. They installed a high-precision automatic erecting system on their 10,000-unit-per-day gable-top gift box line first. Within four months, direct labor on that line dropped from six operators to two, reject rate fell from 4.1% to 0.7%, and they gained the confidence to automate two additional lines within the next fiscal year. Their plant manager later noted, “The real win wasn’t the labor savings — it was the ability to quote aggressive lead times we couldn’t touch before, because we weren’t hostage to crewing shortages.”
The convergence of machine vision, AI-based predictive maintenance, and collaborative robotics will accelerate the labor-replacement trend even further. We’re already seeing systems where a single articulated robot picks formed boxes from the compression belt and directly palletizes them, eliminating the last manual handling step. Cameras paired with deep learning models are beginning to detect glue skew, scuffing, and fiber tears with greater accuracy than the human eye — at line speed.
But these aren’t just theoretical. They’re practical features that integrate with the core intelligent paper box making machine platform, turning what used to be a standalone forming unit into a connected node in a lights-out packaging hall. For operations still running a decade-old mechanical setup, the risk isn’t that today’s automation won’t pay back; it’s that by waiting two more years, they’ll face a competitiveness gap that’s too wide to close without massive capital.
Even as you evaluate, keep one principle central: the purpose of automation in box converting isn’t to cut people — it’s to free human intelligence for the jobs that actually add value. Process optimization, customer collaboration on structural design, sustainability initiatives — these are high-leverage activities that no machine can perform. When your most skilled people stop feeding blanks and start engineering better boxes, your entire business shifts up the value chain.
If you want to explore what a right-sized automation roadmap looks like for your specific box styles and volume mix, request a customized production analysis and ROI projection. A detailed look at your current labor allocation, scrap data, and order profile often reveals savings opportunities that a generalized article can’t capture.
Key node quality report push
Equipment performance test report
Old equipment upgrading program
Lifetime technical support
Professional engineers 1 to 1 program design